|
Hard
Chrome Plating Consultants, Inc., 2196 West 59 Street, Cleveland
Ohio 44102 |
|||
This TDS describes the adaptation of a commercial process to Navy hard chrome plating. This process incorporates reversible racks, two bus bars, conforming anodes, and a zero-discharge spray rinse. Some advantages - sixfold increase in productivity, improved quality, zero discharge, easy mounting of work pieces, isolation of pieces to be plated, fivefold increase in number of pieces that can be plated in a tank, and elimination of expensive reversing switches and recovery equipment.
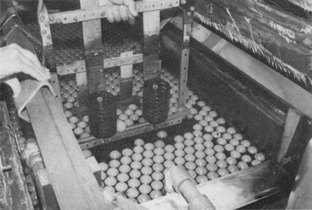
Figure 1. Process showing reversible rack and conforming anodes.
Hard chrome plating is the process of applying a chromium deposit to a part to obtain one or more of the following properties: hardness, low coefficient of friction, corrosion resistance, nongalling and nonwetting qualities, wear resistance, and rebuilding of worn surfaces. Hard chrome plating in Navy applications is usually for building up worn surfaces. The two fundamental elements controlling Navy hard chrome plating are: (1) the engineering quality of the completed product, and (2) operator response time. Economies in operation, so important in commercial plating, are of little significance compared to the value of the reliability of the weapon part being plated. Navy hard chrome plating may require layers of greater than ¼ inch and plating times measured in days.
THE COMPONENTS
An innovative hard chrome plating process which is highly applicable to Navy hard chrome plating is the reversible rack, two bus bar system (Figure 1). This system combines the use of special racks, conforming anodes, and a spray rinse to provide increased productivity (up to six times), very even plating (variations can be less than 0.001 inch over a 6-foot length), high quality plating, and zero-discharge rinsing. Many side benefits of this system are not detailed here.
The reversible rack is an integral part of the system. It is shown in exploded view in Figure 2.
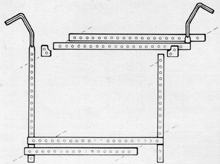
Figure 2. Reversible rack exploded view.
The rack is built as shown with the anode hook and the conforming anode mount insulated from the cathode hook and the "work piece" (cathode) mount. The insulated sections isolate the anode and cathode portions of the reversible rack. The result is that if the anode is mounted from the top and the work piece from the bottom, you incorporate ease of mounting, ease of reversing, and isolation of the part from the activities in the rest of the plating tank. You no longer require a course in imaginative C-clamp application for odd size pieces. You no longer require expensive reversing switches. You may now reverse a part in the same tank you are plating in without affecting the plating of the other parts, you may now plate three to five times as many parts in the same size tank.
The conforming anode is the second important part of the system. Basically the conforming anode is a mat of lead, shaped to surround or be inserted into the part with ½-inch clearance as optimum. Examples of the conforming anode are shown in Figure 3.
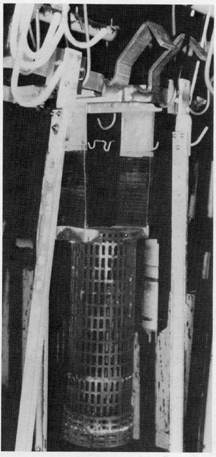
Figure 3. Large conforming anode.
Once the initial anode is produced it will be used over and over again for similar sized or shaped parts. Benefits of this conforming anode configuration are increased plating rates (up to six times as great), uniformity in plating (variation less than 0.001 inch over a 6-foot length after a day of plating), less energy loss (not heating a lot of solution), and isolation of the part from effects of nearby operations in the same tank. Reversing may be accomplished next to a plating part. A diagram of a racked part and anode is shown in Figures 4 and 5.
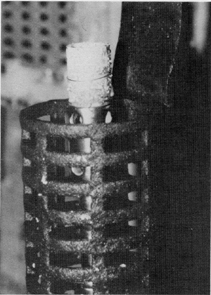
Figure 4. Racked part with conforming anode.
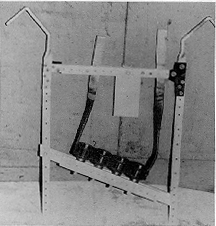
Figure 5. Racked parts ready for plating.
The elimination of rinsewater discharge by use of a modified spray system is the third important part to the system. With proper ventilation you do not need require a vapor suppressor of any type. This and the higher temperature (140° F) result in large losses from the plating tank by evaporation. This evaporation can then be made up from a rinse tank. You can put a dead rinse tank (empty) at the end of the plating line, with a sprayer to rinse the parts off. A picture of a simple system is shown in Figure 6. Then as the tank fills you return that water back to your plating tank to make up for evaporation. If conditions in your plating tank shop permit, you may even rinse over the top of your plating tank.
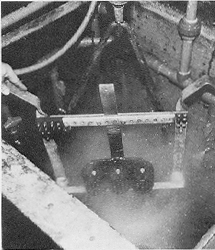
Figure 6. Simple no-discharge spray rinse system.
A good ventilation system is required – a double pull system with demister section to recover the mist off the tank. The recovered mist is returned to the plating tank.
Plating using this general system requires maintaining a voltage of 4.5 volts. You do not care about amperage. As parts are added or subtracted from the tank you adjust the voltage to maintain 4.5 volts. This allows plating rates greater than 0.006 in./hr. Plating may be done with solutions between 16 to 40 oz/gal chromic acid. A simple bath purification system may be required according to the specific situation. This system provides high productivity, high quality, zero discharge, and a ease of use. There are many commercial plating shops around the country using a similar method, and a Navy shop at Pensacola, Fla, has converted to this improved method as well as the shipyard at Pearl harbor.
Technical assistance in incorporating this system at Pensacola was provided by C. Carpenter of the Navy Civil Engineering Laboratory. Contractual assistance was provided by C. Peger of Hard Chrome Plating Consultants Inc., Cleveland Ohio [1].
C. Carpenter, Naval Civil Engineering Laboratory, Port Hueneme, CA 93043
Approved for public release; distribution unlimited.
|
Hard
Chrome Plating Consultants, Inc., 2196 West 59 Street, Cleveland
Ohio 44102 |
|||